
Page 4 - 2014_FinishLine_Q4
P. 4
Page 4 ROTATING MACHINERY SERVICES, INC.
RMS HAS BROKEN INTO THE CHILLER MARKET - N.Y.C. By Bill Velekei
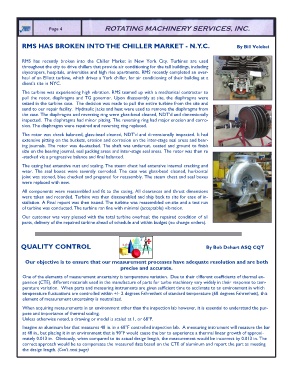
RMS has recently broken into the Chiller Market in New York City. Turbines are used
throughout the city to drive chillers that provide air conditioning for the tall buildings, including
skyscrapers, hospitals, universities and high rise apartments. RMS recently completed an over-
haul of an Elliott turbine, which drives a York chiller, for air conditioning of their building at a
client’s site in NYC.
The turbine was experiencing high vibration. RMS teamed up with a mechanical contractor to
pull the rotor, diaphragms and TG governor. Upon disassembly at site, the diaphragms were
seized in the turbine case. The decision was made to pull the entire turbine from the site and
send to our repair facility. Hydraulic jacks and heat were used to remove the diaphragms from
the case. The diaphragms and reversing ring were glass-bead cleaned, NDT’d and dimensionally
inspected. The diaphragms had minor pitting. The reversing ring had major erosion and corro-
sion. The diaphragms were repaired and reversing ring replaced.
The rotor was check balanced, glass-bead cleaned, NDT’d and dimensionally inspected. It had
extensive pitting on the buckets, erosion and corrosion on the inter-stage seal areas and bear-
ing journals. The rotor was de-stacked. The shaft was undercut, coated and ground to finish
size on the bearing journal, seal packing areas and inter-stage seal areas. The rotor was then re
-stacked via a progressive balance and final balanced.
The casing had extensive rust and scaling. The steam chest had extensive internal cracking and
wear. The seal boxes were severely corroded. The case was glass-bead cleaned, horizontal
joint was stoned, blue checked and prepared for reassembly. The steam chest and seal boxes
were replaced with new.
All components were reassembled and fit to the casing. All clearances and thrust dimensions
were taken and recorded. Turbine was then disassembled and ship back to site for ease of in-
stallation. A Final report was then issued. The turbine was reassembled on-site and a test run
of turbine was conducted. The turbine ran fine with minimal (acceptable) vibration.
Our customer was very pleased with the total turbine overhaul; the repaired condition of all
parts, delivery of the repaired turbine ahead of schedule and within budget (no change orders).
QUALITY CONTROL By Bob Dehart ASQ CQT
Our objective is to ensure that our measurement processes have adequate resolution and are both
precise and accurate.
One of the elements of measurement uncertainty is temperature variation. Due to their different coefficients of thermal ex-
pansion (CTE), different materials used in the manufacture of parts for turbo machinery vary widely in their response to tem-
perature variation. When parts and measuring instruments are given sufficient time to acclimate to an environment in which
temperature fluctuations are controlled within +/- 2 degrees Fahrenheit of standard temperature (68 degrees Fahrenheit), this
element of measurement uncertainty is neutralized.
When acquiring measurements in an environment other than the inspection lab however, it is essential to understand the pur-
pose and importance of thermal scaling.
Unless otherwise noted, a drawing or model is scaled at 1, or 68°F.
Imagine an aluminum bar that measures 48 in. in a 68°F controlled inspection lab. A measuring instrument will measure the bar
at 48 in., but placing it in an environment that is 90°F would cause the bar to experience a thermal linear growth of approxi-
mately 0.013 in. Obviously, when compared to its actual design length, the measurement would be incorrect by 0.013 in. The
correct approach would be to compensate the measured data based on the CTE of aluminum and report the part as meeting
the design length. (Con’t next page)